
Кромкооблицовочный станок Holzmann KAM 215EPSV










НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм. Станок позволяет производить полный цикл обработки кромки - нанесение кромочного материала, торцовка свесов, фрезерование, полирование. Механизм регулировки оснащен счетчиком для настройки различных видов кромок. ЖК-дисплей позволяет контролировать и настраивать температуру клея.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется на мебельных и столярных производствах для изготовления корпусной мебели.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:


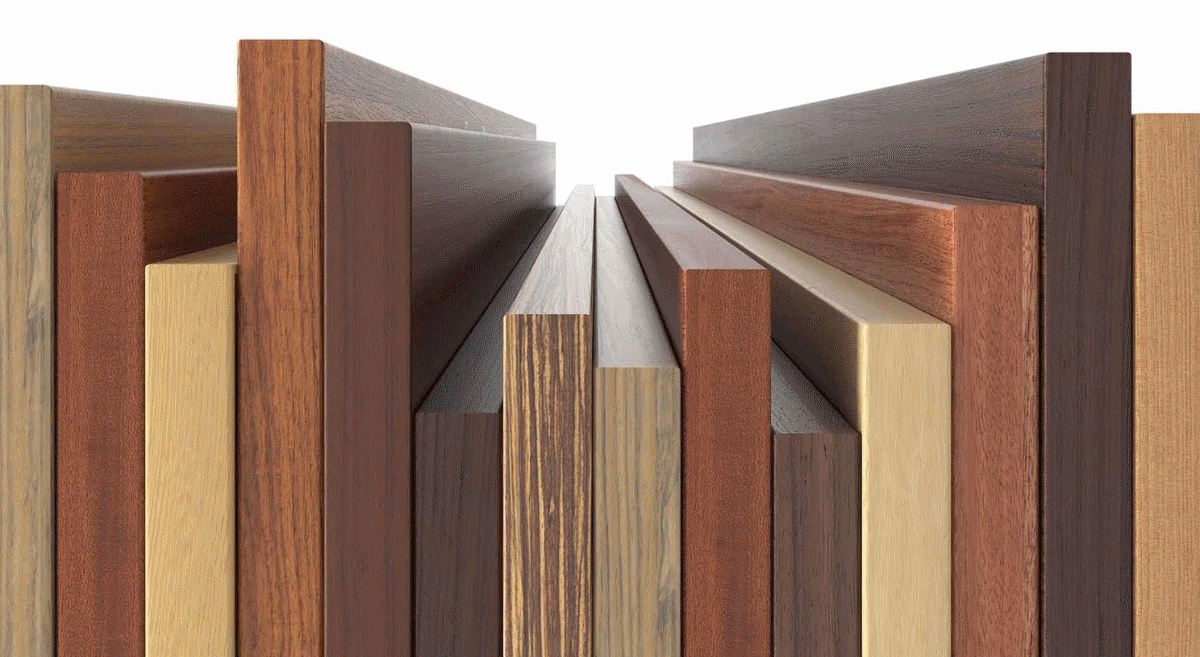
СХЕМЫ ОБРАБОТКИ:
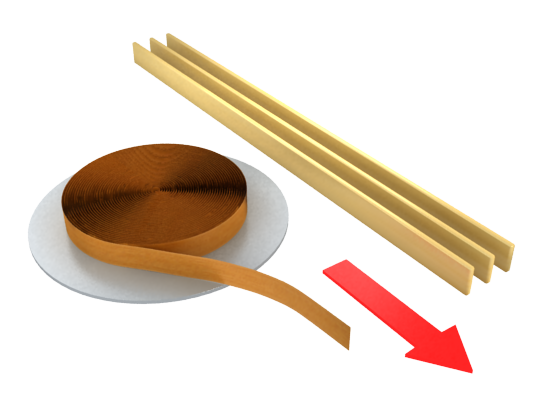
| 1. Подача кромки | 2. Клеевой узел | 3. Пресс группа |
 |
 |
 |
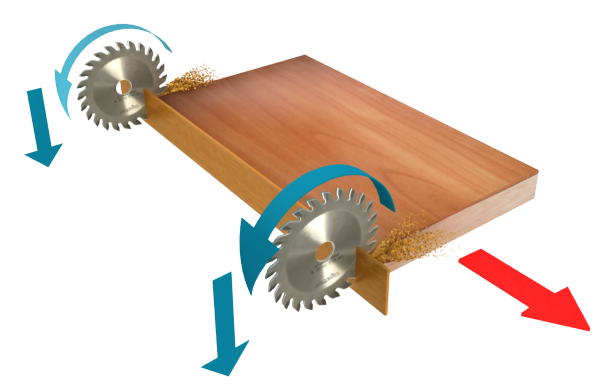
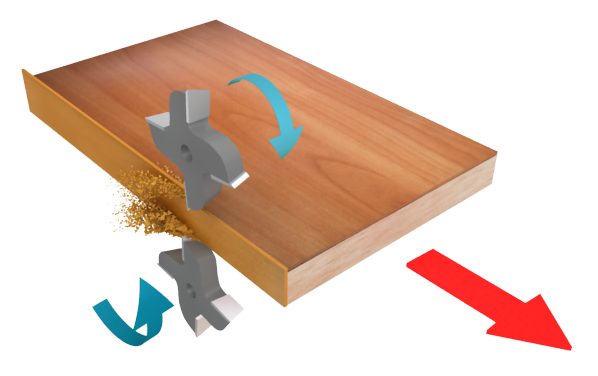
| 4. Узел 2-ух моторной торцовки | 5. Чистовой узел фрезерования свесов | 6. Полировальный узел |
 |
 |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
ДЕРЖАТЕЛЬ ДЛЯ КРОМКИ |
 |
УЗЕЛ НАНЕСЕНИЯ КЛЕЯ С помощью данного узла осуществляется нанесение и регулировка количества клея. Температура клея регулируется электронным блоком контроля, что гарантирует поддержание нужной температуры и исключает перегревание клея. |
 |
ЭЛЕКТРОКОМПОНЕНТЫ СТАНКА |
 |
ЦИФРОВАЯ ИНДИКАЦИЯ |
Особенности конструкции:
-
Предварительное фрезерование торца заготовки (2 фрезы ø80xø20x55 мм, электродвигатель 1,1 кВт) позволяет устранить дефекты на заготовках, которые возникают вследствие раскроя (сколы, ступенька от подрезной пилы), а также дефекты, связанные с низким качеством плитных материалов дсп, мдф (утолщение на торцах).
-
Узел подачи кромочного материала включает в себя приводной подающий ролик и специальную обойму для подачи полосового материала.
-
Узел нанесения клея осуществляет нанесение и регулировку количества клея. Температура клея регулируется электронным блоком контроля, что гарантирует поддержание нужной температуры и исключает перегревание клея.
-
Узел торцовки свесов. Чистовая торцовка свесов кромки осуществляется автоматически, с помощью двух пил (ø104xø22x3/2,2 30T) с приводом каждая от отдельного электродвигателя 0,35 кВт, 12000 об/мин.
-
Узел фрезерования свесов оснащен двумя радиусными фрезами R2 (электродвигатель каждой – 0,75 кВт, 12000 об/мин) и плавающими копирами, позволяющими отслеживать толщину заготовки, что обеспечивает отличное качество обрабатываемой поверхности.
-
Узел радиусной циклевки осуществляет финишную обработку материала толщиной от 1 до 3 мм и полностью устраняет дефекты, возникающие при фрезеровке свесов кромочного материала на больших скоростях подачи.
-
Полировальный узел с полировальным кругом ø150 мм служит для придания качественного внешнего вида получаемой мебельной заготовке, а также придания ей естественного цвета и блеска (2 электродвигателя 0,18 кВт, 1400 об/мин).
| Основные | |
|---|---|
| Производитель | HolzMann |
| Страна производитель | Австрия |
| Подача заготовки | Автоматическая |
| Состояние | Новое |
| Пользовательские характеристики | |
| Выход под аспирацию | 2 x ø100 мм |
| Диаметр полировального круга | ø150 мм |
| Мин. ширина заготовки | 80 мм |
| Напряжение | 400 В |
| Размер фрезы | ø80xø20x55 мм |
| Скорость подачи кромки | 13 м/мин |
| Толщина заготовки | 10 - 50 мм |
| Установленная мощность | 7,6 кВт |
| вес брутто | 1050 кг |
| вес нетто | 900 кг |
| габариты ШхДхВ | 3570х1100х1500 мм |
| мин. Длина заготовки | 120 мм |
| толщина кромки | 0,4 – 3,0 мм |
- Цена: Цену уточняйте
